Kovací metoda zdrsnění horní části tyče nebo drátu při pokojové teplotě. Studená hlava se používá hlavně pro výrobu dílů, jako jsou šrouby, matice, hřebíky, nýty a ocelové kuličky. Kovací materiály mohou být měď, hliník, uhlíková ocel, legovaná ocel, nerezová ocel a slitina titanu s mírou využití materiálu 80-90 %.
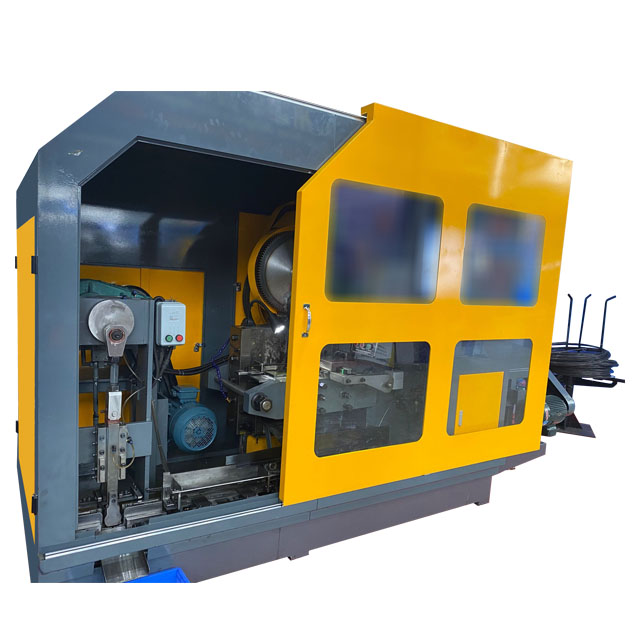
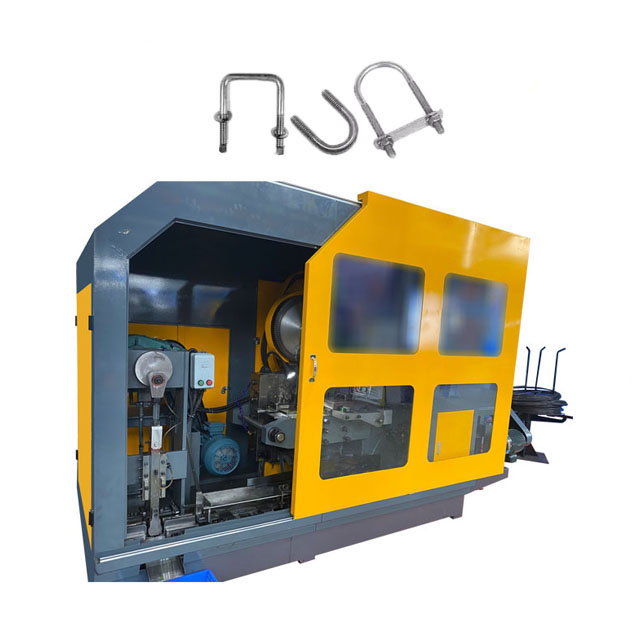
Studený kurzse často provádí na specializovaných strojích pro řezání za studena, což umožňuje kontinuální, vícepolohovou a automatizovanou výrobu. Na stroji pro tváření za studena je možné postupně dokončit procesy, jako je řezání, dělení, hromadění, tváření, srážení hran, válcování drátu, zmenšování průměru a řezání hran. Vysoká efektivita výroby, až 300 kusů/minutu nebo více, s maximálním průměrem 48 milimetrů pro obrobky pro tváření za studena. Schematický diagram procesu šroubování za studena na obrázku 1 je typický proces pro šrouby s hlavou za studena. Vícepolohový automatický stroj pro válcování matic za studena zobrazený na obrázku 2 je automatický stroj pro válcování matic za studena s více stanicemi. Tyčový materiál je podávacím mechanismem automaticky podáván do určité délky a řezací mechanismus jej řeže na polotovary. Mechanismus pro dopravu svěrek ji poté postupně posílá do akumulačních lisovacích a děrovacích stanic pro tvarování.
V metodě ražení za studena lze stroje na ražení za studena rozdělit na dva typy na základě jejich různých způsobů přenosu výkonu: mechanický převod a hydraulický převod. Existují dva typy mechanické převodovky: manuální a elektrická. Elektrické a ruční lisy za studena jsou vhodné pro lisování drátů z nízkouhlíkové oceli za studena o průměru 4-5 mm. Hydraulická převodovka může být dále rozdělena do dvou typů na základě jejího výkonu: hydraulický stroj na válcování za studena z ocelového drátu a hydraulický stroj na válcování za studena z ocelových tyčí.